Seite 7 von 10
Re: 1904 Einkanal mit 34PCI
Verfasst: Do 25. Aug 2016, 09:25
von bugweiser
solange du keine Teile in der Spülmaschine hast

Re: 1904 Einkanal mit 34PCI
Verfasst: Do 25. Aug 2016, 22:03
von swingheini
ich hatte beides schon, Rücklichter in der Spülmaschine und Ölbadluftfilter im Backrohr, da war dann a bissl Motoröl nachher auf Backblech....
Re: 1904 Einkanal mit 34PCI
Verfasst: Fr 26. Aug 2016, 05:51
von Stevo_L
freundin hat nix bemerkt, sie meinte nur "es riecht nach potatoe wedges, hast du dir welche gemacht?"

gestern wollt ich meine sitzringe schneiden, aber meine fräser sind nicht mehr die frischesten..

werd mir wohl neue besorgen müssen.

Re: 1904 Einkanal mit 34PCI
Verfasst: Fr 30. Sep 2016, 18:31
von Stevo_L
laaaaange nix passiert.
hab heut die köpfe 2.5mm tiefer gestochen, somit sollt ich bei ca 9.5:1 landen und der motor wird nicht breiter oder schmäler als serie

meint ihr eine std 200er kupplung reicht? scheibe + druckplatte? was verstärktes brauch ich ned, oder?

- 20160930_143040 - Kopie.jpg (92.44 KiB) 9423 mal betrachtet
hat jemand eine empfehlung für brauchbare und leistbare ventilsitzfräser? meine sind irgendwie nicht mehr so der renner...
ist zB. von denen was zu halten oder sind die nur für die tonne gut? wahrscheinlich eher zweiteres...
http://www.ebay.at/itm/Ventilsitzfraser ... Swv0tVQNUp
45° und 75° wären ausreichend...
Empfehlungen?

Re: 1904 Einkanal mit 34PCI
Verfasst: Fr 30. Sep 2016, 20:40
von Tweek
Hast du keinen Motorbauer in der Nähe das ist sicherlich günstiger oder gleich teuer und dann ordentlich. Wenn ich mir lese Carbon-Stahl stellt es mir die Haare auf. sorry

Re: 1904 Einkanal mit 34PCI
Verfasst: Fr 30. Sep 2016, 21:03
von Stevo_L
sag bloß du kennst carbon stahl noch ned? is der neueste schrei aus china
die beschreibung is glaub ich mit google translate von irgendwas auf deutsch übersetzt worden
die neway dinger gefallen mir recht gut, hab mit denen auch schon mal gearbeitet aber leider sind die preise auch recht hoch.
der motorenbauer könnt das sicher machen, aber so wie ich mich kenne bleibts ned bei dem einen motor und dann müsst ich jedes mal hinfahren und zahlen, da wird sich ein eigener satz fräser schon auszahlen.

die frage is hald noch welcher es wird

Re: 1904 Einkanal mit 34PCI
Verfasst: So 2. Okt 2016, 11:58
von Torben Alstrup
Also, mit die manuelle fräsen wie zb. Mira und gleich kann man gute sïtze machen mit geduld under rtichtige Stahl. Mit die neuere Newen und Serdi gibt es ein ganz neuer Welt wo man schnell änderungen machen kann. Multiwinkel sitze sind auch viel einfacher zu machen.
Für ein Motor wie diese bin da warscheinlich kein leistung zu finden mit state of the art sitze arbeit weil solche Motor kommen nie in der nähe von 100% vol eff. Mehr richtung 88 - 90%
Mfg.
T
Re: 1904 Einkanal mit 34PCI
Verfasst: So 2. Okt 2016, 19:46
von JR58
Ich muss gestehen das ich mit den Neway-Fräser kein Glück hatte... bis ich mit schneiden fertig war, waren die Sitze schief geschnitten und haben nicht abgedichtet. Nochmal tief in die Tasche gegriffen und ein teures HungerGerät geholt.
Ich würde die Köpfe zum Ventilsitze schneiden wegschicken.
Gruß Marco
Re: 1904 Einkanal mit 34PCI
Verfasst: So 4. Dez 2016, 17:29
von Stevo_L
so, nachdem die neway fräser endlich gekommen sind gings dieses wochenende weiter.
ein traum die die dinger gehn im vergleich zu den alten..!

sitze sind fertig. ventilsitz ganz außen. einlass ca 1.5mm und auslass ca 2mm breit. ventile fertig eingeschliffen.
brennraum ist auch verrundet, ringspalt werd ich so lassen. evtl beim einlass bissl vergrößern, je nachdem was beim auslitern raus kommt.
zylider sind im kopf auch eingeschliffen.
die ventile werd ich evtl noch auf der drehbank mit 30° am teller hinterm sitz abdrehen, je nachdem wie hart die dinger sind.
ausgangsbasis sitze:

- 20161202_184620 - Kopie.jpg (57.99 KiB) 9042 mal betrachtet
bearbeitete sitze:

- 20161203_162226 - Kopie.jpg (85.72 KiB) 9042 mal betrachtet
brennraum fertig (hoffentlich
)

- 20161204_164015 - Kopie.jpg (110.12 KiB) 9042 mal betrachtet

- 20161204_164026 - Kopie.jpg (110.58 KiB) 9042 mal betrachtet

- 20161204_164032 - Kopie.jpg (102.15 KiB) 9042 mal betrachtet
Re: 1904 Einkanal mit 34PCI
Verfasst: So 4. Dez 2016, 17:49
von triker66
Grüß dich, mach den Ringspalt am Einlassventil so groß das er mit der Zylinderwand abschließt. Dort verschenkst du ca. 5 mm. An der Auslassseite würde ich auch noch was machen.
Re: 1904 Einkanal mit 34PCI
Verfasst: So 4. Dez 2016, 18:03
von Stevo_L
stimmt schon, aber das nimmt wieder soooo viel zeit in anspruch..
und die verdichtung geht dann auch wieder runter, das will ich eigentlich ned..
hmm..

Re: 1904 Einkanal mit 34PCI
Verfasst: So 4. Dez 2016, 20:13
von triker66
Stevo_L hat geschrieben:stimmt schon, aber das nimmt wieder soooo viel zeit in anspruch..
und die verdichtung geht dann auch wieder runter, das will ich eigentlich ned..
hmm..
Hey mit gutem Werkzeug ist das in 2 Stunden gegessen. Wie hoch ist der Motor jetzt verdichtet?
Re: 1904 Einkanal mit 34PCI
Verfasst: So 4. Dez 2016, 20:34
von Stevo_L
sollte jetzt bei ca 9,5:1 sein.
eher ein bissl weniger, da die ventile nach der sitzbearbeitung weniger weit in den brennraum ragen.
Re: 1904 Einkanal mit 34PCI
Verfasst: Sa 17. Dez 2016, 16:31
von Stevo_L
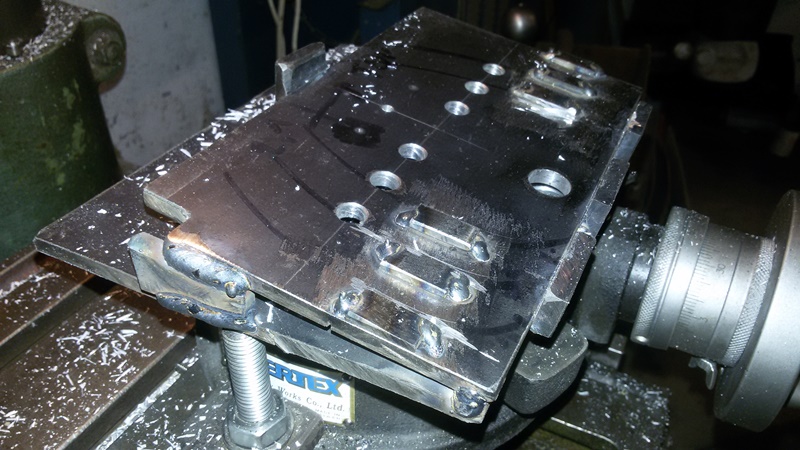
hab mal wieder was gebastelt.
und zwar eine Aufnahme mit der ich den Brennraum bearbeiten kann.
in der zeit, so lang ich für die gebraucht hab, wären die brennräume ws schon fertig gewesen
ist für den teilapparat, sodass ich mit einem 10mm fräser, unten mit radius, rund ums ventil ausfräsen kann.
sollte für den ringspalt passen, oder?
alternativ kann ich den brennraum zentrisch spannen, für eine größere ringspaltbearbeitung.
aber ich denke rund ums ventil sotte reichen, sonst wird der zu groß.

- 20161216_191139.jpg (53.84 KiB) 8863 mal betrachtet

- 20161216_191202.jpg (179.65 KiB) 8863 mal betrachtet

- 20161216_191216.jpg (173.65 KiB) 8863 mal betrachtet
- 20161217_151952.jpg (165.41 KiB) 8863 mal betrachtet
bis jetzt hab ich nur zwei testköpfe misbraucht, aber so sollts dann bei den richigen aussehen.
3mm weggenommen, dann bin ich beim rand der 90,5er bohrung.
den rest macht die fächerscheibe fürn dremel

- 20161217_151823.jpg (214.59 KiB) 8863 mal betrachtet

- 20161217_151841.jpg (220.35 KiB) 8863 mal betrachtet
meinungen?
Re: 1904 Einkanal mit 34PCI
Verfasst: Sa 17. Dez 2016, 20:06
von Stevo_L
so, ringspalt ist einlassseitig bearbeitet, schön bis zur zylinderwand.
wird noch geglättet und gut iss.
je nachdem wie groß der brennraum is mach ich das beim auslass auch noch.
geht mit der spannvorrichtung richtig schnell und ausreichend gut

- 20161217_192235 - Kopie.jpg (184.19 KiB) 8844 mal betrachtet

- 20161217_194356 - Kopie.jpg (126.07 KiB) 8844 mal betrachtet